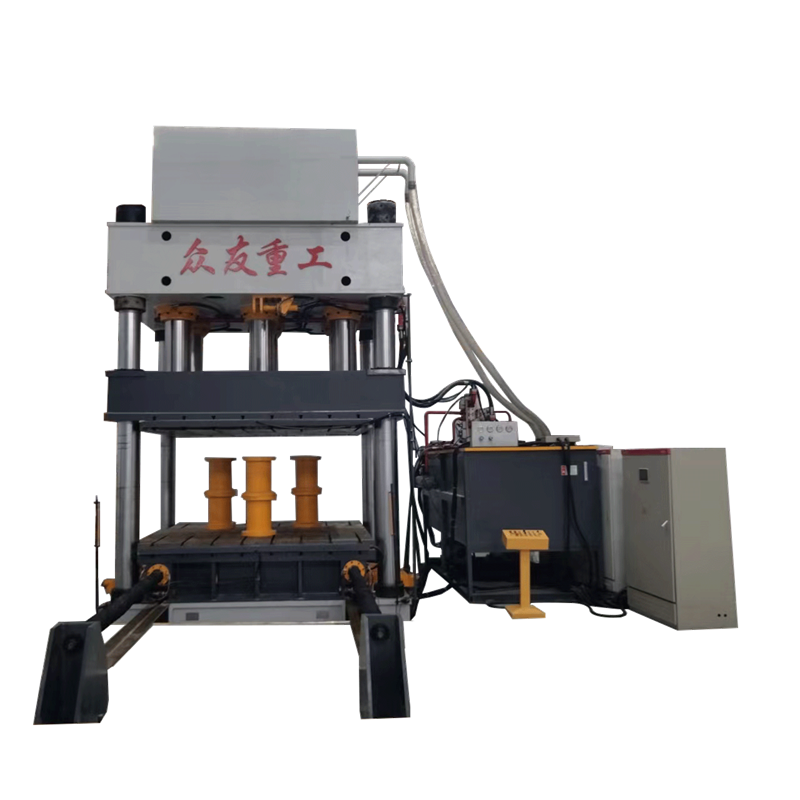
電極擠壓液壓機(jī)生產(chǎn)工藝過程
電弧爐冶煉用的碳質(zhì)電極是消耗性材料,需求量很大,他的規(guī)格很多,大小、長短不一,斷面有圓形、方形、矩形及異形多種。電極擠壓液壓機(jī)是生產(chǎn)電極的專用設(shè)備電極生產(chǎn)的工藝過

電弧爐冶煉用的碳質(zhì)電極是消耗性材料,需求量很大,他的規(guī)格很多,大小、長短不一,斷面有圓形、方形、矩形及異形多種。電極擠壓液壓機(jī)是生產(chǎn)電極的專用設(shè)備電極生產(chǎn)的工藝過

四柱液壓機(jī)與傳統(tǒng)的沖壓工藝相比,液壓成形工藝在減輕重量、減少零件數(shù)量和模具數(shù)量、提高剛度與強(qiáng)度、降低生產(chǎn)成本等方面具有明顯的技術(shù)和經(jīng)濟(jì)優(yōu)勢,在工業(yè)領(lǐng)域尤其是汽車工

干粉液壓機(jī)與傳統(tǒng)的沖壓工藝相比,液壓成形工藝在減輕重量、減少零件數(shù)量和模具數(shù)量、提高剛度與強(qiáng)度、降低生產(chǎn)成本等方面具有明顯的技術(shù)和經(jīng)濟(jì)優(yōu)勢,在工業(yè)領(lǐng)域尤其是汽車工

四柱液壓機(jī)壓制工件時(shí)主機(jī)的工藝過程:按下啟動(dòng)按鈕后,主缸上腔進(jìn)油,橫梁滑塊在自重作用下快速下行,此時(shí)會(huì)出現(xiàn)供油不足的情況,補(bǔ)油箱對上缸進(jìn)行補(bǔ)油。觸擊快進(jìn)轉(zhuǎn)為工進(jìn)的
大型封頭主流生產(chǎn)設(shè)備就是拉伸液壓機(jī),目前山東眾友重工機(jī)床有限公司開發(fā)出系列化的封頭生產(chǎn)線,熱壓封頭壓機(jī)總公稱力范圍為8000kN~150000kN,冷壓封頭總公稱力范圍為6300kN~60000kN,其主機(jī)的開口高度、滑塊行程、工作臺(tái)面、拉伸壓邊力等可根據(jù)用戶需求和壓制工藝的需要來確定。